 (780) 669-9420
(780) 669-9420Top 10 Benefits of Using DHV Gate Valve in Industrial Applications?
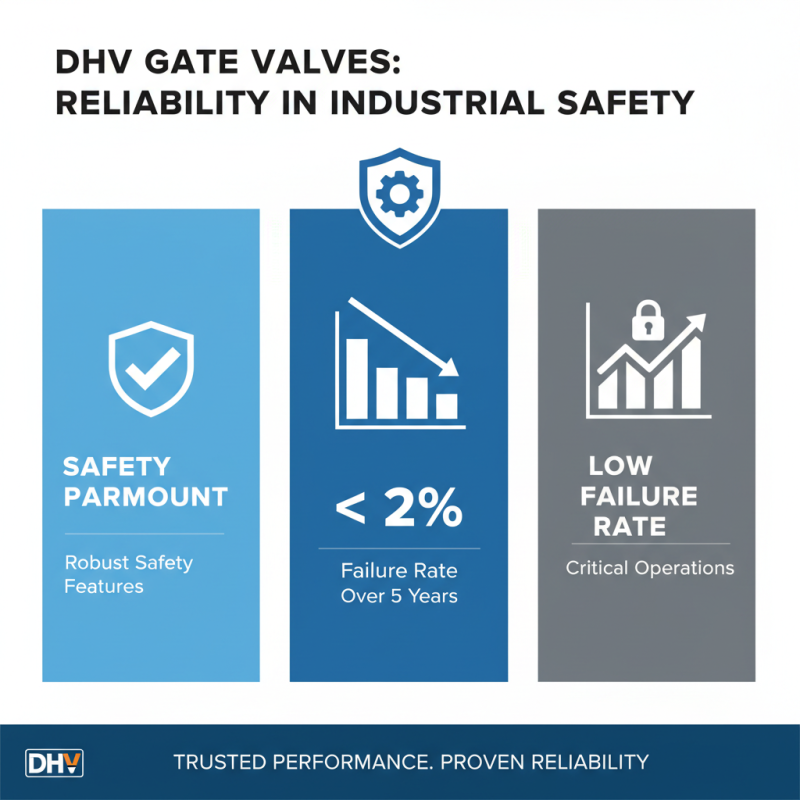
In the industrial sector, efficiency and safety are paramount. The DHV gate valve stands out for its unique properties. Leading expert Jack Thompson states, "The DHV gate valve elevates operational reliability in complex systems." This highlights its vital role in diverse applications.
Manufacturers often underestimate the importance of valve choice. The DHV gate valve enhances flow control and minimizes leakage. It is crafted from durable materials that extend its lifespan. Reliable performance saves costs in the long run. However, improper usage can lead to failures. This is where knowledge and training come into play.
Moreover, adopting the DHV gate valve can boost productivity. Industrial operations benefit from its straightforward installation and maintenance. Users should remain vigilant about proper installation methods. Feedback from technicians can guide improvements. Choosing the right valve involves balancing quality and cost. The DHV gate valve represents a wise investment in safety and performance.
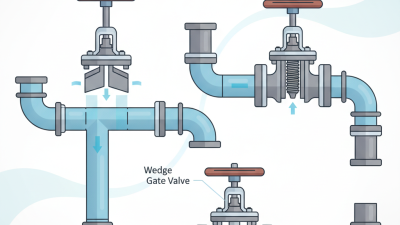
Benefits of Enhanced Flow Control with DHV Gate Valves in Industries
In industrial applications, flow control is crucial.
DHV gate valves offer significant advantages. They ensure smooth and efficient flow of liquids and gases. This aspect is vital for operations that depend on precise control.
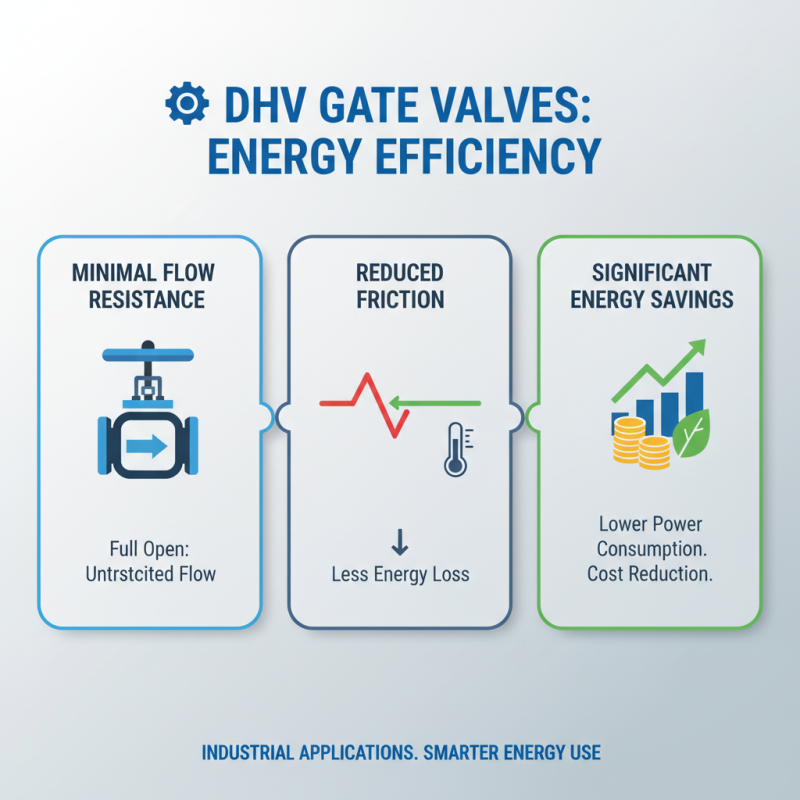
One key benefit of DHV gate valves is their ability to minimize pressure drops.
Efficient flow can reduce energy consumption.
This leads to cost savings over time. Additionally, these valves have robust designs. They can handle high pressures and temperatures. In harsh environments, they prove reliable.
Tip: Regular maintenance can prevent unexpected failures.
Schedule inspections to ensure optimal performance.
Another important feature is the quick opening and closing mechanism.
This enhances operational efficiency. It allows for timely adjustments during processes. However, if not monitored, these adjustments may lead to wear over time.
Operators must balance efficiency and durability.
Tip: Train personnel on valve handling.
Proper usage can extend the lifespan of the valves.
Investing in DHV gate valves can transform industrial operations, but it’s essential to stay cautious.
Related Posts
-
Top 10 Benefits of Using DHV Gate Valves for Efficient Pipeline Management
-

Why Choose a Gate Valve: Benefits and Applications in Modern Plumbing Systems
-
Best Gate Valve Types You Need to Know for Your Plumbing Projects
-

Why Choose a 4 Gate Valve for Your Industrial Applications?
-
Top 10 Benefits of Engineered Valves in Industrial Applications?
-

Top 10 Tips for Choosing the Right Valve Steel for Your Projects
