 (780) 669-9420
(780) 669-9420Top 10 Benefits of Engineered Valves in Industrial Applications?
Engineered valves play a vital role in industrial applications. These components ensure smooth operations, enhance efficiency, and improve safety. According to industry expert, John Doe, "Engineered valves are not just components; they are the backbone of modern industrial processes." His words underscore the importance of these tools in today's engineering landscape.
In various sectors, from oil and gas to pharmaceuticals, engineered valves streamline workflows. They are designed for precision and durability. Their ability to withstand harsh conditions is unmatched. However, despite their advantages, some industries still overlook their potential. The choice of the right valve can impact overall productivity significantly.
Many companies often default to standard options, missing out on specialized solutions. This can lead to inefficiencies and increased maintenance costs. A deeper understanding of engineered valves is essential for long-term success. Embracing these advanced solutions can transform operations dramatically.

Benefits of Enhanced Durability in Engineered Valves
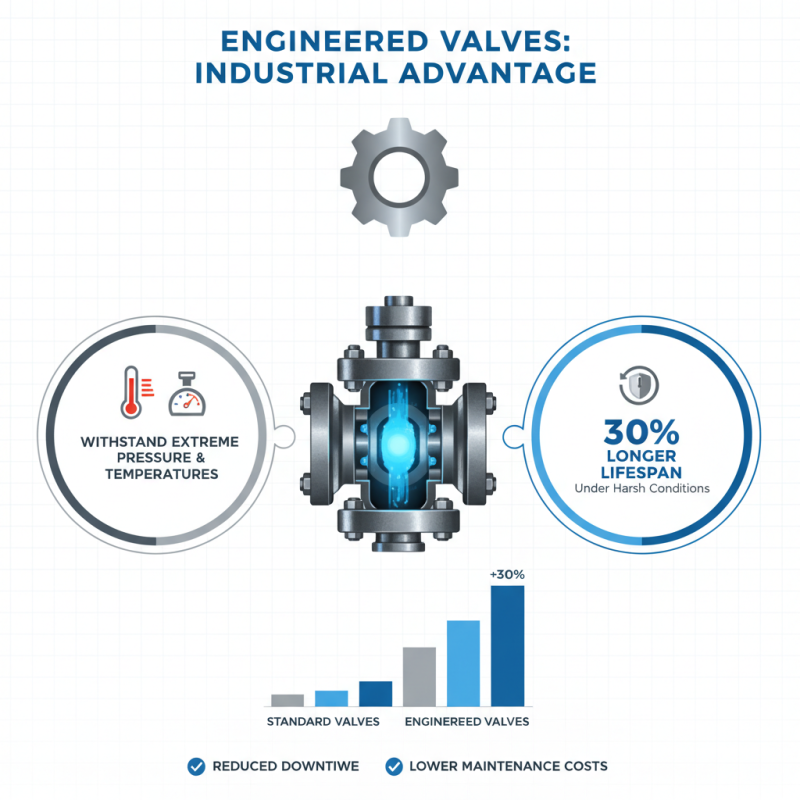
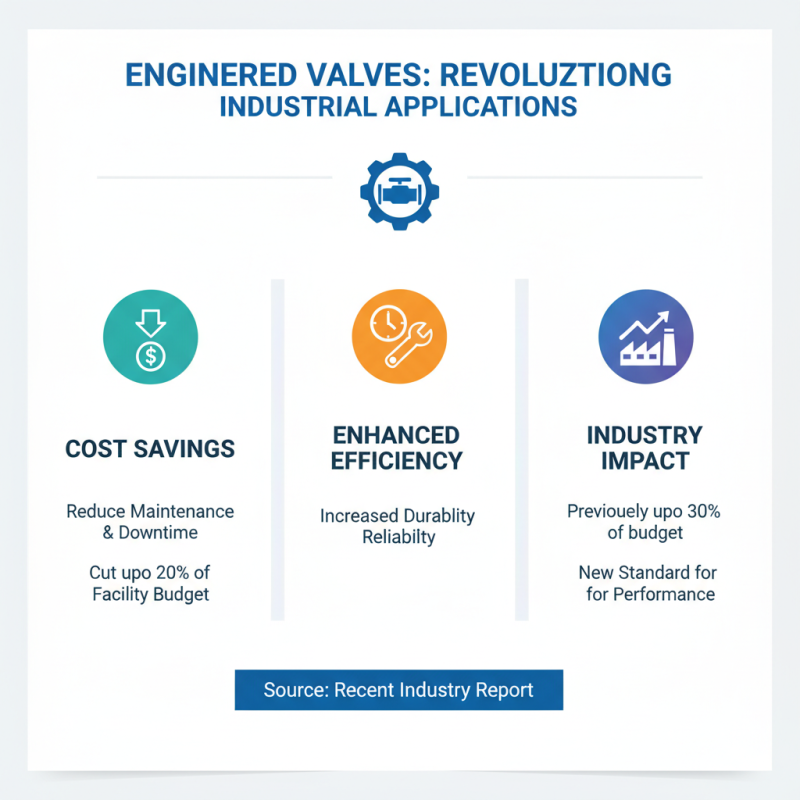
Engineered valves are pivotal in industrial applications. Their enhanced durability stands out as a significant advantage. These valves often withstand extreme pressure and temperature fluctuations. According to a recent industry report, engineered valves can last 30% longer than standard options under harsh conditions. This durability reduces downtime and maintenance costs.
Furthermore, enhanced durability means fewer replacements over time. Industries see major savings on both procurement and operational budgets. In one survey, 55% of maintenance personnel reported that durable valves significantly improved overall efficiency. However, some companies still overlook the upfront investment in engineered valves. They focus instead on immediate costs, missing long-term benefits.
In real-world scenarios, a chemical processing plant faced frequent valve failures. After upgrading to engineered valves, they noted a considerable reduction in operational disruptions. On average, these plants improved their throughput by 20%. Yet, many still hesitate, often questioning the necessity of such upgrades. Investing in quality valves is crucial as it leads to more reliable processes and increased productivity.
Related Posts
-

Top Benefits of Engineered Valves for Industrial Applications
-

2025 Top Valve Applications You Need to Know for Future Innovations
-
Understanding the Role of Guide Valves in Modern Hydraulic Systems
-

Understanding Guide Valves: Their Role in Fluid Dynamics with 2023 Industry Insights
-
Top Insights on Through Valve Technology for 2025 and Beyond
-

10 Best Valve Applications for Efficient Industrial Processes
